
Was ist Tiefbohren?
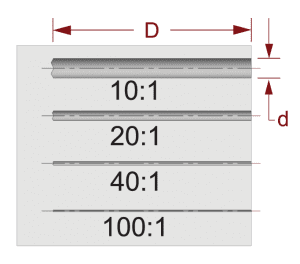 Eine Tiefbohrung wird durch das Tiefen-zu-Durchmesser-Verhältnis (D:d) definiert, und in der Regel werden Bohrungen mit Bohrtiefen größer als 10:1 als Tiefbohrungen betrachtet. Für das Tiefbohren in Metall gibt es eine ganze Reihe von Anwendungen in verschiedenen Branchen, wobei die Ursprünge der Technik auf die Notwendigkeit geraderer, genauerer Gewehrläufe zurückgeht. Mittlerweile findet das Tiefbohrverfahren jedoch auch in den meisten anderen Branchen Anwendung um die jeweiligen Fertigungsprozesse zu verbessern.
Eine Tiefbohrung wird durch das Tiefen-zu-Durchmesser-Verhältnis (D:d) definiert, und in der Regel werden Bohrungen mit Bohrtiefen größer als 10:1 als Tiefbohrungen betrachtet. Für das Tiefbohren in Metall gibt es eine ganze Reihe von Anwendungen in verschiedenen Branchen, wobei die Ursprünge der Technik auf die Notwendigkeit geraderer, genauerer Gewehrläufe zurückgeht. Mittlerweile findet das Tiefbohrverfahren jedoch auch in den meisten anderen Branchen Anwendung um die jeweiligen Fertigungsprozesse zu verbessern.
Das Tiefbohren wird in zwei Varianten und Werkzeugsystemen ausgeführt, dem BTA-Bohren und dem Einlippenbohren. Daneben gibt es weitere Verfahren, die für spezifische Toleranzziele entwickelt wurden und in der Regel auf Tiefbohrmaschinen im BTA-Stil durchgeführt werden. Tiefbohren wird in einer Vielzahl von Materialien von Aluminium bis zu Superlegierungen eingesetzt und ist in der Lage, hochgenaue Durchmesser, Geradheit und überlegene Oberflächengüte in Werkstücken zu erreichen.
Tiefbohrverfahren arbeiten mit speziellen Werkzeugen und Werkzeugzubehör um Kühlmittel unter Hochdruck zuzuführen, die Späne sauber auszuleiten und Bohrungen mit Tiefen-Zu-Durchmesser-Verhältnissen in Metall zu erreichen, die über das hinausgehen, was eine gewöhnliche CNC-Maschine erreichen kann. So können Hersteller ihre Fertigungstoleranzen und Produktionsanforderungen zuverlässig, präzise und effizient erfüllen.
Tiefbohren wird in der Regel auf speziellen Tiefbohrmaschinen durchgeführt, die entwickelt und hergestellt werden, um die Bearbeitungsprozesse für Geradheit und Effizienz zu optimieren. Fortschritte in der Technologie ermöglichen es auf CNC-Bearbeitungszentren, die mit Hochdruckkühlmittel durch die Spindel ausgestattet sind, bis zu einem begrenzten Tiefen-zu-Durchmesser-Verhältnis im ELB-Verfahren tiefzubohren. UNISIG produziert hochleistungsfähige BTA- und ELB-Tiefbohrmaschinen für Anwendungen mit einem Tiefenverhältnis D:d von mehr als 400:1 .
Der Tiefbohrprozess
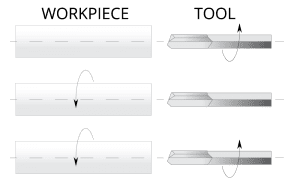
 Rotierendes Werkzeug
Rotierendes Werkzeug
 Rotierendes Werkzeug
Rotierendes Werkzeug- Typischerweise für nicht symmetrische Bauteile oder mit exzentrischen Bohrungen
- Die Schnittgeschwindigkeit wird durch die Werkzeugspindeldrehzahl bestimmt
- Der Mittenverlauf kann im Vergleich zu rotierendem Werkstück oder Gegenlauf signifikant sein
Rotierendes Werkstück
- Typischerweise für zylindrische Werkstücke mit einer tiefen, zentrischen Bohrung
- Schnittgeschwindigkeit durch Teil bestimmt, hohe Drehzahlen erfordern gute Wucht
- Der Bohrungsverlauf wird im Vergleich zum rotierenden Werkzeug reduziert
Gegenläufige Rotation von Werkzeug und Werkstück
- Idealer Prozess für zylindrische Werkstücke mit tiefer, zentrischer Bohrung
- Die Schnittgeschwindigkeit wird durch eine Kombination von Werkzeug- und Werkstückdrehung bestimmt
- Bietet optimale Bohrungsgeradheit und Konzentrizität
Tiefbohrwerkzeuge
Einlippenbohr-Werkzeuge
 Einlippenbohr-Werkzeuge
Einlippenbohr-Werkzeuge- Einlippenbohren wird für kleinere Bohrdurchmesser verwendet, typischerweise 1 – 50 mm [0 .04 – 2.00 in]
- Hochdruckkühlmittel wird durch die Spindel und die Mitte des Einlippenbohrers eingeführt
- Die Späne werden durch eine v-förmige Nut entlang des Werkzeugs abgeführt
- ELB-Werkzeugspitzen werden angeschliffen, um Bohrziele zu erreichen und die
Standzeit zu verlängern
BTA-Werkzeuge
- BTA Tiefbohren wird für größere Bohrungen mit einem Durchmesser von typischerweise 20 – 200 mm verwendet [0 .80 – 8.00 in]
- Hochdruckkühlmittel wird durch die Bohrölzuführung an der Außenseite des Werkzeugs eingeführt
- Die Späne werden durch den Werkzeugkopf und durch das Bohrrohr und die Bohrspindel abgeführt
- BTA-Bohrungen ermöglichen in der Regel eine 5-7-mal höhere Vorschubrate als das Einlippenbohren und erfordern eine höhere Leistung
- Zusätzliche größere Durchmesser können auf BTA-Maschinen mit sekundären Tiefbohrungen, wie z.B. dem Aufbohren erzeugt werden
Tiefbohrbearbeitung und andere Prozesse
- Nach dem Bohren können zusätzliche Bearbeitungsmethoden die Konzentrizität, Geradheit und Oberflächengüte der Tiefbohrung weiter verbessern und komplexe Merkmale hinzufügen. Diese Methoden bearbeiten die Innenfläche des Bohrung, ähnlich wie andere externe Bearbeitungsprozesse, und können meistens auf BTA Tiefbohrmaschinen durchgeführt werden.
- Diese Bearbeitungsprozesse werden in der Regel an einem Werkstück mit einer vorhandenen Bohrung durchgeführt, nach von vorherigem Vollbohren oder in einen Schleuderguss. Viele dieser Tiefbohrbearbeitungsprozesse sind für spezifische Anwendungen optimiert, wie z.B. Schäl- und Glattwalz-Maschinen für die Hydraulikzylinderindustrie oder das Auskammern für Fahrgestellkomponenten.
Erfahren Sie mehr über das Tiefbohren:

Mehr über das ELB-Tiefbohren, Prozessparameter und wann es die ideale Tiefbohrlösung darstellt.

Mehr über das BTA-Tiefbohren, zusätzliche Bearbeitungsmethoden, die auf BTA-Maschinen durchgeführt werden können und die Vorteile des BTA-Tiefbohrens.