
Was ist Einlippenbohren?
 Einlippenbohren ist ein Tiefbohrverfahren, bei dem ein langes, dünnes Schneidwerkzeug verwendet wird, um Bohrungen in Metall mit hohen Tiefen-zu-Durchmesser-Verhältnissen herzustellen. Das ELB-Tiefbohren ist ein effektiver Bearbeitungsprozess in Durchmessern von 1 – 50 mm [0 .04 – 2.00 in]. Ein Einlippenbohrwerkzeug unterscheidet sich von einem herkömmlichen Spiralbohrer durch seine einzigartige Kopfgeometrie; ein Standard-ELB-Bohrer hat eine einzige effektive Schneide die Späne abhebt, während es im Werkstück vorrückt.
Einlippenbohren ist ein Tiefbohrverfahren, bei dem ein langes, dünnes Schneidwerkzeug verwendet wird, um Bohrungen in Metall mit hohen Tiefen-zu-Durchmesser-Verhältnissen herzustellen. Das ELB-Tiefbohren ist ein effektiver Bearbeitungsprozess in Durchmessern von 1 – 50 mm [0 .04 – 2.00 in]. Ein Einlippenbohrwerkzeug unterscheidet sich von einem herkömmlichen Spiralbohrer durch seine einzigartige Kopfgeometrie; ein Standard-ELB-Bohrer hat eine einzige effektive Schneide die Späne abhebt, während es im Werkstück vorrückt.
Das Einlippen-Tiefbohrverfahren ist in der Lage, tiefe Bohrungen zu erzeugen, die weit über das hinaus gehen was mit herkömmlichen Maschinen und Werkzeugen wie Spiralbohrern möglich ist, indem Hochdruckkühlmittel für saubere Spanabfuhr eingesetzt wird, selbst in extremen Tiefen.
 Das Einlippenbohren wurde ursprünglich für die Herstellung von Gewehrläufen entwickelt, bei denen sowohl Geradheit als auch hohe Materialfestigkeit für gut funktionierende Läufe unerlässlich waren. Der ELB-Tiefbohrprozess und die Werkzeuge wurden für maximale Leistung und Einsatz auf modernen, speziell konzipierten Maschinen verbessert. Feuerwaffen sind nach wie vor ein gängiger Einsatz für das ELB-Bohren. Heute setzen viele weitere Branchen auf das ELB-Tiefbohren z.B. für Dieseleinspritzkomponenten, medizinische Werkzeuge, Kunststoff-Spritzgussformen und vieles mehr.
Das Einlippenbohren wurde ursprünglich für die Herstellung von Gewehrläufen entwickelt, bei denen sowohl Geradheit als auch hohe Materialfestigkeit für gut funktionierende Läufe unerlässlich waren. Der ELB-Tiefbohrprozess und die Werkzeuge wurden für maximale Leistung und Einsatz auf modernen, speziell konzipierten Maschinen verbessert. Feuerwaffen sind nach wie vor ein gängiger Einsatz für das ELB-Bohren. Heute setzen viele weitere Branchen auf das ELB-Tiefbohren z.B. für Dieseleinspritzkomponenten, medizinische Werkzeuge, Kunststoff-Spritzgussformen und vieles mehr.
Das ELB-Bohren kann mit begrenzter Leistung auch auf gängigen CNC-Maschinen durchgeführt werden. Doch Bohrungen mit einem Tiefen-zu-Durchmesser-Verhältnis von 20:1 oder mehr erfordern in der Regel spezielle Ausrüstung, um die höchste Produktivität und Prozesssicherheit zu erreichen, und können extreme Tiefenverhältnisse von 400:1 oder mehr erreichen.
ELB-Bohren im Vergleich zu BTA-Bohren
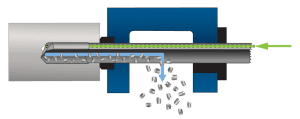
Das Einlippenbohrverfahren ist ideal für kleinere Bohrungsdurchmesser bis 50 [2 .00 in] mm. Der ELB-Tiefbohrprozess unterscheidet sich von BTA-Bohrungen durch Kühlmitteleintritt und Späneableitung; Einlippenbohrer führen Kühlmittel intern durch eine kleine Bohrung im Werkzeug zu, Späne werden durch und mit dem Kühlmittel durch eine Nut entlang des Werkzeugs abgeleitet. BTA-Tiefbohrmaschinen führen Kühlmittel extern durch eine Baugruppe um das Werkzeug zu, während Späne durch den Bohrer selbst ausgeleitet werden.
Optimale Eigenschaften für den Bohrprozess
Das ELB-Tiefbohren ist der ideale Prozess für eine Reihe von Tiefbohrungen und -durchmessern. Extrem tiefe Bohrungen und Bohrungen mit kleinem Durchmesser setzten ELB-Werkzeuge mit spezieller Ausrüstung ein, um Geradheit und Präzision zu erhalten.
Bohrdurchmesser
| 1 – 3 mm | Möglich mit der richtigen Ausrüstung |
| 3 – 25 mm | sehr gängig |
| 25 – 50 mm | sehr gängig |
| 50 – 75 mm | Möglich, aber weniger produktiv als BTA-Bohren |
ELB-Bohren D:d Kennzahlen
| 5:1 | Normale Spiralbohrer |
| 10:1 | Hochleistungs-Spiralbohrer mit Kühlmittel durch das Werkzeug |
| 20:1 | Spezielle Tiefbohrwerkzeuge mit Kühlmittel durch das Werkzeug |
| 100:1 | ELB-Tiefbohrwerkzeuge auf einer speziellen Tiefbohrmaschine |
| 200:1 | ELB-Tiefbohrwerkzeuge auf Hochleistungs-Tiefbohrmaschinen |
| 400:1 | Extreme Bohrtiefe, proprietäre Prozesse und Ausrüstung erforderlich |
ELB Tiefbohrausrüstung
Einlippen-Tiefbohrmaschinen werden entwickelt und gebaut, um die gewünschten Toleranzen in tiefen Bohrungen zu erreichen. Sehen Sie sich ein Maschinendiagramm an und erfahren Sie mehr über die hochpräzisen Komponenten, aus denen ELB-Tiefbohrmaschinen bestehen.
Einlippenbohrwerkzeuge werden ausgewählt und in das Tiefbohr-Maschinensystem integriert, um die höchstmöglichen Toleranzen zu erreichen.