Der moderne Gundrill ist ein Wunder der Technik, ein gut gestaltetes Gerät, das eines außergewöhnlich gut kann. Ein neuer Gundrill erzeugt runde, gerade Löcher mit verbesserter Zylinderform auch an den tiefsten Stellen.
Es ist Zeit den Einlippenbohrer-Nachschliff zu überdenken
- Posted on
- Anthony Fettig
Von Eric Krueger und Ryan Funk, Engineering Team, UNISIG
Zuerst veröffentlicht in Manufacturing News
Der moderne Einlippenbohrer ist ein Wunderwerk der Ingenieurskunst, ein gut durchdachtes Werkzeug, das eines außergewöhnlich gut kann: Ein neuer Einlippenbohrer erzeugt runde, gerade Bohrungen mit verbesserter Zylindrizität selbst in den größten Tiefen. Und das alles bei einer feinen Bohrungsoberfläche und gleichzeitig hervorragender Standzeit.

Wie alle Werkzeuge verschleißen Einlippenbohrer typischerweise nach etwa 25 Bohrmetern ( 1.000″). Während ein geübter Bediener mit einem abgenutzten Einlippenbohrer immer noch ein Loch bohren kann, führt dies häufig zu einem Verlust der Bohrungstoleranz und im besten Falle der Oberflächengüte. Mit zunehmendem Verschleiß erfordern Einlippenbohrer mehr Schub und Drehmoment, während sie mehr Rundlauf erzeugen und einen größere Verlauf. Eine stumpfe Schneidkante erzeugt unregelmäßige Späne, die wiederum zu Spitzen im Kühlmitteldruck führen – sichere Anzeichen dafür, dass ein Ausfall unmittelbar bevorsteht.
Im Gegensatz zu einigen anderen Werkzeugen sind Einlippenbohrer ausgezeichnete Kandidaten zum Nachschärfen. Bei korrekter Ausführung kann der gleiche ELB-Bohrer 8 bis 10 Mal nachgeschärft werden und arbeitet stets so gut wie ein Neuer. Der einzige wesentliche Unterschied zwischen einem nachgeschärften Einlippenbohrer und einem frisch produzierten Werkzeug vom Hersteller, ist eine leichte Rückverjüngung, ein Problem nur für Fertiger die Toleranzen erfordern, die weit über die Anforderungen der meisten Hersteller hinausgehen – alle anderen Betriebe können den minimal reduzierter Werkzeugdurchmesser hinnehmen. Ansonsten ist als einziger sichtbare Unterschied die Länge des Vollhartmetalls an der Spitze des Einlippenbohrers zu sehen.
Selbst beschichtete Bohrer können geschärft werden. Dadurch wird natürlich das rohe Hartmetall auf der Stirnfläche sichtbar, aber dies hat keinen Einfluss auf die Leistung. Die Beschichtung bleibt auf den Führungsleisten und verbessert weiterhin die Durchmesserkontrolle des Bohrers ebenso wie die Fähigkeit, eine optimale Oberfläche zu hinterlassen. Die Werkzeugstandzeit wird zwar beeinträchtigt, aber die einzige andere Möglichkeit bestünde darin, ihn vom Hersteller vollständig nachschärfen und neu beschichten zu lassen, was wahrscheinlich deutlich kostenintensiver ist.
Anwender haben mehrere Möglichkeiten, ihre Tiefbohrwerkzeuge nachzuschärfen. Bei speziellen Bohrern, wie z. B. zweischneidigen Werkzeugen und solchen, die für Anwendungen mit ultrahohem Vorschub mit Spanbrechern unter einer Beschichtung vorgesehen sind, ist das Nachschärfen etwas, das nur der Hersteller des ELB-Bohrers ausführen kann. Ein lokaler Schärfdienst wird wahrscheinlich über die richtige Ausrüstung verfügen, aber dies erfordert redundante Werkzeuge und die Berücksichtigung von Vorlaufzeit und Transportkosten.
Beide Methoden führen jedoch zu einem Verlust an Prozessintelligenz. Der Schleifprozess kann Fertigern wertvolle Informationen zur Optimierung ihrer Tiefbohranwendungen bieten. Infolgedessen entscheiden sich immer mehr Betriebe, die Tiefbohrmaschinen einsetzen, dafür ihre Werkzeuge im eigenen Haus nachzuschärfen.
Das Hauptrisiko beim Nachschärfen im eigenen Haus sind schlecht geschärfte Tiefbohrwerkzeuge. Ohne die richtige Spitzengeometrie machen Einlippenbohrer alles nur schlimmer: Maßhaltigkeit, Rundheit, Zylindrizität, Finish, Spankontrolle, Geradheit und Tiefe wirken sich alle negativ auf die Werkstückqualität aus und führen zu erheblich geringeren Standzeiten. Dies führt dazu, dass Bediener die Vorschübe reduzieren oder Werkzeuge häufiger wechseln, um die erforderlichen Toleranzen zu erreichen und aus Angst vor einem katastrophalen Werkzeugausfall.
Moderne Einlippenbohrer-Schleifsysteme machen es leicht, diese Folgen zu vermeiden. Um alle Vorteile zu genießen benötigt man das komplette System. Das bedeutet eine Schleifmaschine, die passende ELB-Spannvorrichtung und Ausrüstung zum Kalibrieren und Prüfen der Bohrerspitze.
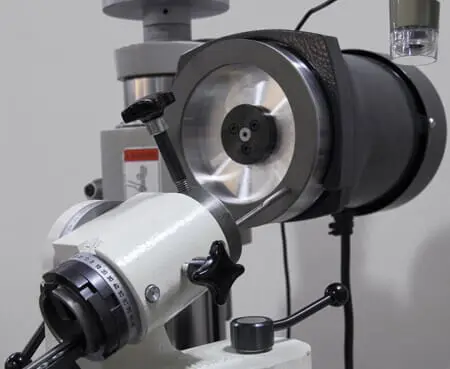
Eine einfache, hochpräzise manuelle Werkzeugschleifmaschine dient als Plattform für diese Systeme, wenngleich die Länge einiger Bohrer einen verstärkten Tisch für eine ausreichende Genauigkeit erfordert. Die Auswahl einer Vorrichtung kann komplizierter sein, da Einlippenbohrer auf zwei verschiedene Arten geschliffen werden können. Der Gleitschliff sorgt für einen allmählichen Übergang zwischen den Elementen der Geometrie der Spitze, während der Facettenschliff eine unterschiedliche Geometrie erzeugt. UNISIG empfiehlt in der Regel das Facettenschleifen, da die leichte Erhöhung der Spitzenfestigkeit bei einem Gleitschliff durch die Wiederholbarkeit und einfachere Inspektion des Facettenanschliffs aufgewogen wird.
Das letzte Stück fortschrittlicher Einlippenbohrer-Schleifsysteme besteht aus einer digitalen Inspektionskamera, die vergrößerte Bilder anzeigen und speichern kann. Im Idealfall ermöglicht dies dem Benutzer, direkte Messungen auf dem Bildschirm durchzuführen und Fehler zu identifizieren, ohne das Werkzeug aus der Vorrichtung zu nehmen. Neben dem hochpräzisen Schleifen ist diese Inspektion entscheidend für die Prozessoptimierung.
Die Fähigkeit zur Prozessoptimierung ist der eigentliche Mehrwert, den das Nachschärfen von Tiefbohrern im eigenen Haus bietet. Häufige Inspektionen ermöglichen eine Maximierung der Werkzeugstandzeit. Fertiger machen sich mit den Verschleißmustern vertraut, die von einer bestimmten Anwendung erzeugt werden, und stellen möglicherweise fest, dass sie die Einlippenbohrer zu oft ersetzen. Wenn eine Bohrerspitze über ihre gesamte Schneidkante hinweg gleichmäßig abgenutzt ist, kann sie leicht noch viele Meter Lebensdauer haben, was sich nur bei wiederholten Inspektionen zeigt.
Das interne Nachschärfen von Tiefbohrwerkzeugen stellt auch sicher, dass die Fertigung die beste Spitzengeometrien für ihre jeweiligen Anwendungen erhalten. Ob ungleichmäßiger oder unerwarteter Verschleiß oder das plötzliche Auftreten von Spänen an der Schneidkante: Sobald eine Werkstatt eine Unregelmäßigkeit erkennt, können Drehzahlen und Vorschübe angepasst werden, um den Prozess zu optimieren. Die Inspektionsausrüstung erleichtert sogar die Zusammenarbeit mit Werkzeugherstellern, da die Anwender ihnen nun ein Maßblatt und ein Bild eines Werkzeugs zusenden können, um Ratschläge zur Verbesserung der Geometrie einzuholen.
Und mit etwas Erfahrung wird es möglich, einen Verschleißzustand an den Prozess zurück zu binden. Wenn sich beispielsweise entlang der Schneidkante sichtbare Anhaftungen bilden, liegt dies häufig an einer zu geringen Drehzahl. Umgekehrt, wenn die Schneide schneller verschleißt, als die Daten des Werkzeuglieferanten vermuten lassen, dreht sich das Werkzeug wahrscheinlich zu schnell. Unterdessen deutet eine abgeplatzte Schneidkante darauf hin, dass der Vorschub zu hoch war. Mit diesem Know-how können Fertiger den Prozess optimieren und zukünftige Probleme vermeiden.
Erfreulicherweise unterstützen moderne Tiefbohr-Schleifsysteme die Entwicklung dieses Know-hows; Tatsächlich dauert die Beschreibung des Prozesses normalerweise länger als die Durchführung. Nach dem Einspannen der Einlippenbohrers kann ein Bediener Geometriedaten des Werkzeuglieferanten verwenden, um die Kamera zu kalibrieren. Mit der neuesten Softwareschnittstelle kann dies so einfach sein wie das Zeichnen einer Linie auf dem Bildschirm, um den bekannten Bohrerdurchmesser zu Zwecken der Wiederholbarkeit aufzunehmen.
Nach Abschluss der Kalibrierung kann mit dem Schleifen begonnen werden. Die in Richtung Bohrerkante drehende Schleifscheibe berührt die Bohrerspitze, nachdem der Bediener die korrekte Rotations- und X- und Z-Achsen-Ausrichtung bestätigt hat. Ein Standard-Startpunktschliff beginnt mit einem Winkel von +30° horizontal und +15° vertikal mit einer Drehung von +5°. Die Y-Achse wird verwendet, um die Spitze an der Schleifmaschine zu halten, während der Vorschub entlang der Z-Achse mit einer Geschwindigkeit von etwa 0,05 mm (0,002″) pro Durchgang erfolgt.
Einige ELB-Bbohrer weisen einen äußeren Sekundärwinkel parallel zur vorderen Schneidkante auf, wo sich Primär- und Sekundärwinkel treffen. Es ist entscheidend, dass diese primäre Facette relativ schmal ist, da eine zu große Breite die Wärmeproduktion erhöht und folglich die Werkzeugstandzeit verringert. Als nächstes bewegt sich der Bediener zur inneren Freifläche, indem er die Schleifvorrichtung -20° vertikal in die entgegengesetzte Richtung vom Primärwinkel bewegt. Diese Bewegung führt zur Bildung einer Punktposition mit einer Länge, die genau 1/4 des Bohrerdurchmessers beträgt, oder der Position „D/4″, aber je nach Material können auch andere Längen erforderlich sein.
Als nächstes bewegt sich der Bediener zum vorderen Freiraum, einer Facette mit einer Spitze nahe der vorderen Schneide, die sie jedoch nicht berührt. Bei der Standardgeometrie der Einlippenbohrerspitze sorgen ein horizontaler Winkel und eine Drehung von 0° sowie ein vertikaler Winkel von +26° für die richtige Position. Während sich die Schneidleistung verbessert, je näher sich dieser Punkt der Schneide nähert, erfordert eine optimale Kantenfestigkeit eine Platzierung der Spitze etwas hinter der Kante. Wenn die Geometrie einer Spitze einen äußeren Sekundärwinkel erfordert, sollte die Spitze der vorderen Freiraumfacette diesen treffen. Andernfalls wird die Spitze der Facette zwischen 0,50 und 0,75 mm (0,02″ und 0,03”) hinter der vorderen Schneide platziert.
Der letzte Schritt auf der Schleifmaschine ist die Ölüberstromfläche, eine Facette mit einer tangentialen Kante zur Spannut des Tiefbohrwerkzeugs. Anwender positionieren die Schleifvorrichtung bei -30° horizontal, +25° vertikal und +65° rotatorisch. Die Tiefbohrerspitze wird dann mit einer Geschwindigkeit an der Schleifmaschine vorbeigefahren, die ein Einschneiden in die vordere Schneidkante verhindert. Der optimale Winkel trifft auf den inneren Freiwinkel an der Ecke gegenüber dem Außendurchmesser des ELB-Bohrers.
Nach dem Schleifen kann der Bediener mit einem Handendgrater zusätzlichen Freiraum für eine optimale Leistung schaffen. Der Tiefbohrer ist nun fertig nachgeschärft und einsatzbereit – ein Vorgang, der weniger als 10 Minuten dauert. Angesichts der Benutzerfreundlichkeit und der erheblichen Möglichkeiten zur Prozessoptimierung ist es an der Zeit, das Nachschärfen von Einlippenbohrern zu überdenken.
Nachdruck mit Genehmigung.