Dec

IMPROVING BORE QUALITY WITH SKIVING AND ROLLER BURNISHING
- 2025
- Ampersand Milwaukee

Skiving and roller burnishing is one of the most surprisingly productive ways to achieve high-quality bore finishing in OEM production. Even experienced machinists are impressed when they see raw tubing converted into a mirror-like finish in a single pass at extremely high feed rates. This is achieved by combining two operations into a single tool and having the right machine for the job.
The process works by using a set of floating knives on the front of the tool, followed by rollers. The diameter and finish are adjustable on the head to “dial” in the exact sizes, and the finish can be tuned by adjusting the roller pressure relative to the cutting diameter. Cutting fluid floods the tool to clear chips, and hydraulic actuation protects the finished surface as the tool retracts. The process delivers outstanding accuracy, surface durability, and repeatability across a wide range of bore sizes and production environments.
ACHIEVABLE RESULTS
ACHIEVABLE RESULTS
"Skiving and roller burnishing combines two operations into a single tool."

APPLICATION AND PRODUCTION FLEXIBILITY
UNISIG MACHINES BUILT FOR THE PROCESS
APPLICATION RANGE AND PRODUCTION FLEXIBILITY
UNISIG MACHINES BUILT FOR THE PROCESS
FREQUENTLY ASKED QUESTIONS
Skiving and roller burnishing combine cutting and finishing in a single tool, allowing raw tubing to be converted into a mirror-like finish in one pass. High feed rates, adjustable tool settings, and efficient chip evacuation allow the process to achieve speeds and quality levels that exceed conventional drilling, milling, or turning.
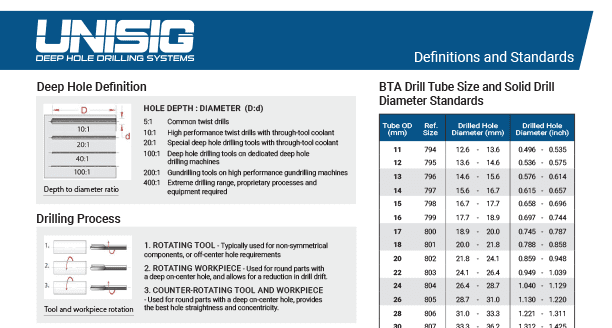
The process supports a wide range of bore diameters from 30 to 500 mm (1.18 to 20 inches) and depths beyond 6 meters (20 feet). UNISIG has applied skiving and roller burnishing to depths exceeding 13 meters (43 feet) in demanding applications.
UNISIG S-Series machines are purpose built for tube production and designed specifically around the skiving and roller burnishing process. B-Series BTA deep hole drilling machines can also integrate this capability, enabling manufacturers to produce both the starting bore and the final high quality finish on one platform.
Feb
Nov
Hybrid Milling/Drilling Machine Reduces Total Mold Machining Time
- 2022
- Ampersand Milwaukee
As appeared in MoldMakingTechnology.com

MSI Mold Builders (MSI) of Cedar Rapids, Iowa, and Greenville, South Carolina, specializes in designing and building large-tonnage prototype and production molds for use in the medical, packaging, agricultural, truck, appliance, power sports, heavy equipment, aviation and materials handling segments. For over 20 years, MSI has been firmly committed to lean manufacturing, applying Six Sigma and 5S principles to identify choke points, reduce waste, improve safety and quality, and increase productivity and customer satisfaction. A few years ago, the Cedar Rapids team identified the first step in their mold building process as a bottleneck, preventing the company from reducing lead times and increasing capacity.
MSI Mold Builders
Problem: Eliminate bottleneck at the front of mold building process where large blocks are squared, eye bolts are installed, and waterline and various holes are drilled.
Solution: Purchase of a five-axis Unisig USC-3M combination milling and drilling machine.
Results: Diverted 50% of traffic from an old gundrill, reduced total machining time per tool by 10-15% and increased mold output by 5%.
Reduce Setup, Boost Productivity

“The core and cavity sides of our molds tend to be very large blocks that average 8,000 pounds [3,629 kilograms],” explains Chris Waterbury, MSI Cedar Rapids production manager. “Given their size and weight, these blocks are difficult to handle, so our first step is to square the blocks and then install eye bolts, which allows us to move blocks through our manufacturing process quickly and safely.” Historically, blocks would first go into a horizontal boring mill to be squared on all four sides; then, they’d be moved to the gundrill to have the eye-bolt holes drilled. This process typically required six setups between the two machines, and each setup typically took 30-60 minutes. “What we wanted was to find a single machine where we could both square our blocks and drill and tap for eye bolts — ideally using fewer setups,” he says.
“Roger Klouda, our president, is always looking for new and innovative ways to improve our operations,” adds Steve Hoeger, MSI COO. “As MSI continues to grow, we need to keep improving our operating efficiencies. So, as luck would have it, at a show, Roger saw a new Unisig product that he thought would help us shorten lead times, increase capacity, and improve safety and quality — an all-in-one machine that was specifically designed for moldmaking and unique in the size blocks it could handle.”
The machine in question was part of the USC-M series, a group of machining centers from Unisig that had indeed been designed to meet the needs of the moldmaking industry and were able to both mill and deep-hole drill. Two of the six machines in this family have a universal spindle that both mills and gundrills, while the other four have two spindles — one that mills and the other that gundrills and produces deep holes using the BTA process, which is even faster than gundrilling.
The model that interested the MSI team was the USC-3M, a 3+2 axis machine that can rough mill but also gundrill to a depth of 71 inches/180 centimeters on each side, as well as drill angled holes at +30° and -15°, which provides more flexibility where waterlines are placed, helping moldmakers improve cooling and reduce cycle times for their molder customers. Additionally, the machine has a rotating table that is 63 × 78 inches/160 × 198 centimeters and can hold a block of up to 66,150 pounds/30,005 kilograms while providing travel of 122 inches/310 centimeters in the X-axis, 69 inches/175 centimeters in the Y-axis and 51 inches/130 centimeters in the Z-axis.
“We were excited about this machine because it looked like it would do exactly what we needed at the front-end of our process and greatly improve lead times,” says Waterbury. The team visited Unisig headquarters outside Milwaukee to learn more.

Experts in Deep-Hole Drilling
Unisig was founded in Elgin, Illinois, in 1981 and relocated to Menomonee Falls under its current ownership in 1995. In 2011, Unisig set up Unisig GmbH in Germany to better serve European customers. The company offers complete deep-hole drilling systems, including machines, tools and automation — all designed and built in the U.S. and serviced by a global sales and service organization. Throughout its history, Unisig has built expertise in deep-hole drilling, which is illustrated by the breadth of equipment it produces — from machines that can drill delicate 1-millimeter/0.040-inch-diameter holes in titanium medical components, to machines that can drill 500-millimeter/20-inch-diameter holes over 10 meters/30 feet deep in massive, high-strength steel forgings for the power industry.
“Our purpose is to be the answer to any deep-hole drilling problem in any industry anywhere in the world,” explains Anthony Fettig, Unisig CEO, who started as an engineer at the company in 1994. “To accomplish that, we listen carefully to our customers to understand what they need, then we build a product in line with their vision. Plus, we invest in ourselves to keep expanding and growing this market organically.”
For example, he recalls that no one had ever heard of the company when Unisig first considered getting into the moldmaking industry. However, after speaking with mold builders for several years, Unisig recognized that there was pent-up demand for a machine that could mill and drill well. “What struck us was that existing options were underpowered and couldn’t offer aggressive CNC machining,” continues Fettig. “We knew our priority was to engineer a machine that could mill aggressively and still had enough power and sophistication to drill fast, yet also had the accuracy that would enable you to trust the machine. In addition, our goal was to help mold builders get more work done with less setup so they could cut calendar days off their production schedule. That, in turn, would enable them to be more flexible on engineering changes by not having to reprocess molds multiple times as they moved through production.”
Unisig introduced its first USC-M series machines in 2006 — the M is for mold building — and introduced its first models (the -3M and smaller -2M) with universal spindles that could mill and drill in 2018 when indexable gundrills became viable. “We have a bias toward clean, simple-to-use and very capable machines because if you get the foundational things right, then you have a competitive advantage,” adds Fettig. “There’s a reason our headstock weighs what it does and why we engineer powertrain dynamics and frame stiffness/rigidity the way we do, as these aspects are really important to get right for effective milling. Our USC-3M has a 30-ton table capacity. It’s a very big, strong machine whose weight capacity is much higher than a typical horizontal boring or milling machine. However, we felt it needed that, as well as very good reach and very high volumetric accuracy, to open up opportunities for our customers to process molds differently. Some people think we overbuild our machines, but we believe we’re taking our massive experience in deep-hole drilling and using it to futureproof our products against changes.”
Fettig recounts his deep respect for the mold building industry and how discussions with mold building customers helped Unisig improve its own manufacturing operations. “Moldmakers are very good at machining. Their influence while we developed the USC-M series inspired the adoption of technologies in our plant, such as modular fixturing, offline tool setup and full process simulation, which helped us be more productive. They totally changed the way we think about machining, and what we learned from them made us a better company.”
Reduced Setup Pays Off
MSI ordered its new USC-3M model with a standard 60-position toolchanger, Heidenhain controllers and glass scales standard; no additional customization was added. The machine has been operating since February 2021, and the MSI team has already seen marked improvements in productivity.
For starters, every new mold that passed through the Cedar Rapids facility previously spent time on the company’s single gundrill. Now, 50% of that volume — all the biggest mold blocks — has been diverted to the Unisig, where blocks are squared and eye-bolt holes are drilled and tapped. As a result, MSI estimates that all the setup time it previously expended to machine each side of the block and to move blocks back and forth from one machine to another at the start of its process has been reduced to a single setup on the Unisig, saving 10-15% of the total mold machining time, which has enabled MSI to increase its overall capacity by a minimum of 5% each year.
“We’ve absolutely seen an impact on our process,” says Waterbury. “Conservatively, that Unisig saves us six to 10 hours of setup time in the first step of our operation. That helps reduce errors and improve quality, plus it’s much safer not moving those big blocks around multiple times. The machine’s rotating table is a big benefit, and its ability to handle big blocks and drill to depths of 71 inches per side without changing setups is a real time saver. We also really like its large toolchanger. It all adds up to fewer setups, and its size and capabilities are really good fits with what we do here.”
“We hadn’t specifically been looking for a particular kind of machine,” adds Hoeger. “Rather, we just wanted to find ways to multitask to increase our business capacity and solve the problem of how to get our biggest blocks ready to go to the next step. This machine has done all that for us, and we’re very happy with its capabilities. It’s a multifaceted machine that solves our bottleneck and meets our needs. Plus, we really like that Unisig is close by in Milwaukee if we have a problem or need a part.”
Why should a moldmaker considering a hybrid milling/drilling machine purchase a Unisig? “We mill better, we drill faster, our volumetric accuracy will enable them to trust the machine, and we have the reach and travel to enable them to hit all four sides of the block if they want so they can work from the center of the table, not the corners,” says Fettig. “Also, because we listen to our customers and have vast experience in deep-hole drilling that no one else can touch.”
Landscape Photo Credit: MSI Mold Builders/Creative Technology Corp.
Oct

UNISIG Unveils Next Generation of UNE Gundrilling Machines
- 2019
- Anthony Fettig
Ideal for manufacturers focused on high-volume/low-mix or low-volume/high-mix production environments, UNISIG’s next generation of UNE Series gundrilling machines delivers operational flexibility, improved performance and effortless operation. Now available, the UNE Series is engineered and designed to simplify gundrilling for all those individuals involved in a facility’s manufacturing process. The UNE Series offers gundrilling solutions that are well-suited for various industries, including firearms, automotive, medical, energy, defense and aerospace.
 With five models built from two frame sizes, the UNE Series can drill hole diameters from 1.4 mm to 40 mm and depths up to 3,000 mm. The compact frame construction saves valuable floor space as well. Each machine can fit in close proximity to a shop’s existing machining center, lathe or Swiss-style machine for efficient part-processing strategies. Built with quick and easy setup in mind, the machines are also small enough to be relocated when necessary. For added flexibility to grow with future production needs, all UNE models are robot-ready, allowing shops to add a robot whenever it fits into their budgets and production schedules.
With five models built from two frame sizes, the UNE Series can drill hole diameters from 1.4 mm to 40 mm and depths up to 3,000 mm. The compact frame construction saves valuable floor space as well. Each machine can fit in close proximity to a shop’s existing machining center, lathe or Swiss-style machine for efficient part-processing strategies. Built with quick and easy setup in mind, the machines are also small enough to be relocated when necessary. For added flexibility to grow with future production needs, all UNE models are robot-ready, allowing shops to add a robot whenever it fits into their budgets and production schedules.
“Our feature-rich UNE machines give customers a compact gundrilling solution equipped with the ability to grow alongside them,” said Anthony Fettig, CEO of UNISIG. “A lot of job shops and OEMs have the desire to automate but lack a timeline to do so. Our UNE Series gives them gundrilling benefits for today. It also provides them with security for tomorrow, knowing that they can further improve production by adding automation.”
Several innovative features contribute to the performance and productivity of the UNE Series. The single main spindle servo motor delivers the necessary horsepower for two-spindle machines. When power is applied in single-spindle mode, however, shops can produce holes with larger diameters, increasing their capabilities and adding the potential for new business without adding a new machine.
 Unlike pressure-based coolant systems, the UNE Series features a programmable flow-based coolant delivery system designed to provide the right amount of coolant to the tool’s cutting edge. The end result for the operator means they can confidently predict tool breakage and spend less downtime recovering an interrupted process.
Unlike pressure-based coolant systems, the UNE Series features a programmable flow-based coolant delivery system designed to provide the right amount of coolant to the tool’s cutting edge. The end result for the operator means they can confidently predict tool breakage and spend less downtime recovering an interrupted process.
Powered by Siemens, UNE Series machines feature intuitive controls that give operators a full process picture at a glance on a rich color interface with touchscreen capabilities. The control’s heavy-duty buttons also function when operators are wearing gloves.
Ergonomically designed and engineered with the building owner and operator in mind, UNE machines offer an automated door option, which can benefit companies with or without automation. “Adding an automated door eliminates the repetitive task of opening and closing machine doors,” said Anthony. “Not only does this reduce fatigue, but it improves throughput and gives the operator an opportunity to focus on adding value in other areas.”
All UNE bases are FEA optimized and machined on five sides in single setup for the highest overall precision. This allows for simplified installation with no foundation work required, and 3-point leveling on machines rated up to 1,000 mm length.
UNE Series Overview:
- Three two-spindle models available with maximum hole diameters of 12 mm, 20 mm and 32 mm. Hole diameters even greater when used in single-spindle mode
- Two single-spindle models available with maximum hole diameters of 25 mm and 40 mm
- Five rated workpiece designation options between 750 mm and 3,000 mm
- Solid-carbide, brazed and indexable gundrill tools
- Automation ready
Jun

UNISIG Gundrill Grinder | Video
End the guess work and sharpen drills in as little as 5 minutes with continuous high precision as the drill tip can be inspected on the big screen monitor while still clamped for grinding.
Continue reading ““UNISIG Gundrill Grinder | Video”“