Dec

Deep-Hole Drilling Automation Is More Than Part Load/Unload
- 2019
- Anthony Fettig
BY ANTHONY FETTIG, CEO — UNISIG DEEP HOLE DRILLING SYSTEMS
For deep-hole drilling, part-handling might be the most visible automation element, but it’s not necessarily the most impactful. Often, it’s internal process automation that yields the most significant results even with a manually loaded drilling machine.
When it comes to automating deep-hole drilling, there are challenges unique to the process itself. These include fixturing complexities — where maintaining alignment requires elements such as guide bushings and tool supports not present in a conventional lathe or milling machine — and part attributes such as length and weight.
Long parts mean a long drilling cycle time, and maintaining production rates often requires multi-spindle, deep-hole drilling systems. Unfortunately, stopping a two- or four-spindle machine means two or four spindles sit idle until the parts are loaded and unloaded. So, in these instances, the more parts in the machine at one time, the more automation can actually inhibit cycle time while the machine is running.
Solving this problem in multi-spindle machines requires internal automation to achieve the objectives of lean manufacturing and one-piece flow. In-machine loaders singulate processes so that even within a small four-piece batch you maintain one-piece flow. The operator or automation device puts in a part and takes a part out, and the machine does a bit of maneuvering inside to sequence those four parts in such a way as to minimize spindle downtime while maintaining upstream and downstream processes for one-piece flow. For instance, parts could be loaded onto a smart conveyor, indexed, and lifted into chucks for the drilling cycle before robotic unloading on the out-feed side so that there are no bottlenecks to a steady production flow.
Tool life management is another form of internal automation. Getting feedback to the machine enables the deep-hole drilling process to adapt or halt, if necessary, before tools and parts are damaged.
Tool life management is built into a machine’s control, and the machine senses torque thrust and coolant. Chip condition is usually the first indicator of wear, which would otherwise require an operator present to detect, so the machine actually monitors the process and can predict tools starting to wear and identify when they need to be changed. A tool life management system also can count distances drilled and the number of cycles, then prompt a tool change at the appropriate time.
That kind of in-machine automation smooths the path for external automation. As the process builds, highly standardized options for robot-ready machines such as an automatic door, workpiece-present sensors and programmable workpiece fixturing makes it easier to add a robot at a later date. These robot-ready machines also create efficiencies before they’re fully automated. Even with manual loading, the automatic doors and programmable clamping make the process more efficient.
In UNISIG’s experience, an embedded reamer tool changer enables manufacturers to manage significant throughput increases, even with an operator. With this technology, operators can maintain the pace of production loading the machine, while eliminating the task of inserting reaming tools for each cycle. This allows the operator to redirect efforts towards tasks such as additional quality checks and off-machine setups.


 These precision parts are one of several applications that have deep holes, where concentricity is critical to the function of the part. Concentricity tolerances are achieved when the hole follows the desired axis of the part, eliminating drift from the point of entrance to the exit. In a round part with on-center drilling, this is easily illustrated; some applications may include deep holes which are off-center, or in non-round parts, but still have tight concentricity requirements.
These precision parts are one of several applications that have deep holes, where concentricity is critical to the function of the part. Concentricity tolerances are achieved when the hole follows the desired axis of the part, eliminating drift from the point of entrance to the exit. In a round part with on-center drilling, this is easily illustrated; some applications may include deep holes which are off-center, or in non-round parts, but still have tight concentricity requirements.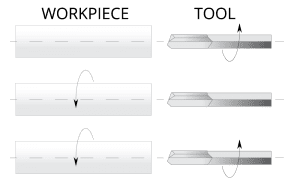 Counter rotating tool and workpiece improve significantly upon both of these, as the forces are never static – changing relative gravity and orientation will provide drilling conditions without a single constant net direction that the tool will follow. In this setup, the tool is restricted from drifting, and will produce a much more concentric finished hole.
Counter rotating tool and workpiece improve significantly upon both of these, as the forces are never static – changing relative gravity and orientation will provide drilling conditions without a single constant net direction that the tool will follow. In this setup, the tool is restricted from drifting, and will produce a much more concentric finished hole.
 For deep hole machine builders, alignment considerations begin with the machine base. Each component is designed with alignment as a priority,as well as machining and environmental factors like temperature and gravity. Counter rotation may be possible on machines retrofitted with a second rotating group, but will often need to undergo an alignment improvement process which creates additional challenges. Equipment designed with this purpose will have the right combination of benefits to make concentricity tolerances manageable for nearly any operator.
For deep hole machine builders, alignment considerations begin with the machine base. Each component is designed with alignment as a priority,as well as machining and environmental factors like temperature and gravity. Counter rotation may be possible on machines retrofitted with a second rotating group, but will often need to undergo an alignment improvement process which creates additional challenges. Equipment designed with this purpose will have the right combination of benefits to make concentricity tolerances manageable for nearly any operator.