UNISIG’s Approach to Automating Surgical Instrument Manufacturing
- Posted on
- Ampersand Milwaukee
 As surgical instrument manufacturers pursue greater throughput while facing increased labor costs, automating the medical instrument manufacturing process has become a necessity. However, integrating automation into the gundrilling process for drilling deep holes in extremely precise surgical instruments in lights-out operation is a major engineering challenge requiring more than simply pairing a robot with a deep-hole drilling machine.
As surgical instrument manufacturers pursue greater throughput while facing increased labor costs, automating the medical instrument manufacturing process has become a necessity. However, integrating automation into the gundrilling process for drilling deep holes in extremely precise surgical instruments in lights-out operation is a major engineering challenge requiring more than simply pairing a robot with a deep-hole drilling machine.
The right machine, tools and process must all come together to create small holes with extreme precision in difficult-to-machine materials such as titanium and surgical stainless steel. More importantly, the entire system must flow from a unified concept where the whole is greater than the sum of its parts.
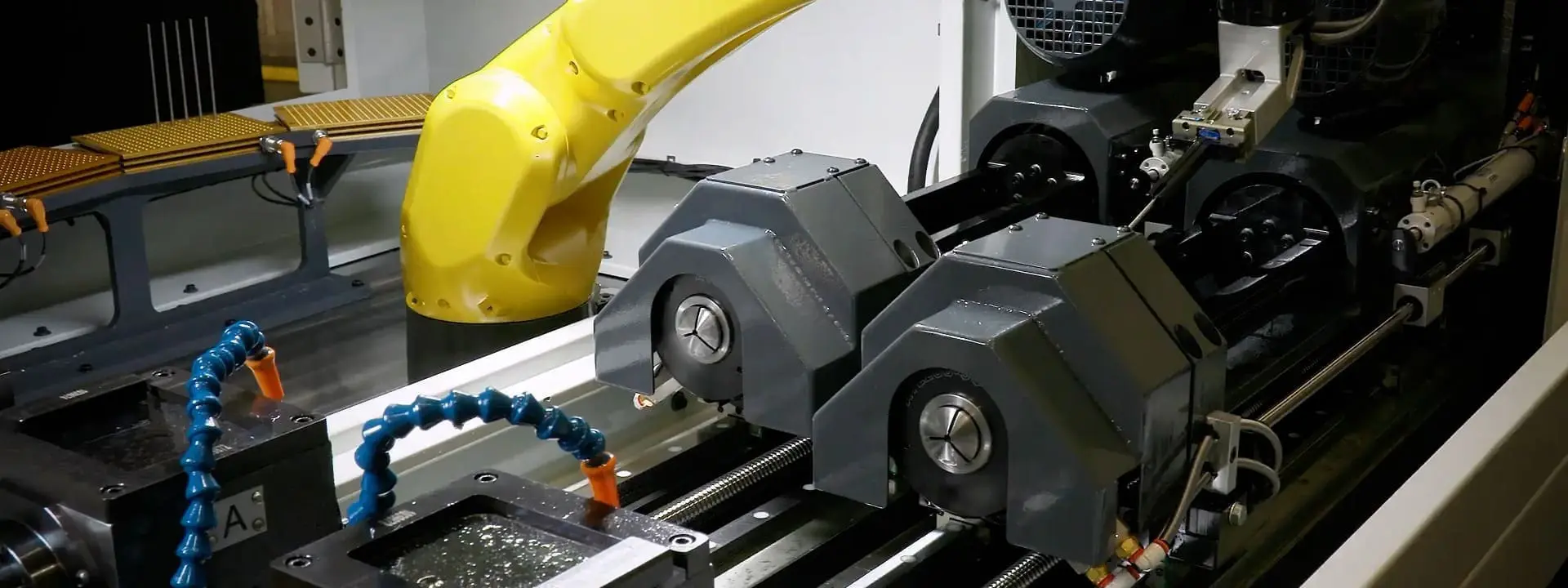
To meet these challenges, UNISIG developed its UNE6-2i-750-CR dual independent spindle gundrilling machine. The UNE6-2i is capable of gundrilling hole diameters ranging from 0.8 – 6 mm in part lengths measuring up to 30 inches with depth-to-diameter ratios from 20:1 to more than 100:1. The machine has a maximum combined drilling speed of 28,000 rpm and a 3,000 psi (207) bar programmable flow-based coolant system with dedicated pumps for each spindle to ensure precise coolant pressure control.
Automating hundreds of cycles of precision manufacturing, however, is not possible unless the overall operation is considered from the outset. Surgical instrument manufacturing is a sequential process: parts must be loaded into the machine in a particular way for specific operations that happen in a specific order.
Workpiece length, shape and configuration determine where it is gripped by the robot when loaded into a machine, moved from spindle to spindle for drilling, residual cutting fluid removed, and returned to the pallet. Where a part is gripped impacts where it is clamped for drilling to ensure accuracy. Every variable along the process chain must be considered and accounted for, and the calculus is detailed and complicated.
Then there are unique customer needs and requirements. The equipment and process must accommodate a variety of part families and hundreds of parts to increase runtime and efficiency. Operators must be able to change over part types and programming without calling in an automation specialist, and the entire process must be controlled from a central interface. Add to the mix that everything must be packaged in as small a footprint as possible, and the scope of the engineering challenge comes into focus.
UNISIG’s approach to solving these problems, however, results in targeted automation that enhances the existing benefits of gundrilling, ensuring a solid foundation for reliable process-wide automation.
At its core, the automated UNE6-2i is a purpose-built machine with automation embedded in its design, not added as an afterthought. Flexibility and adaptability are maximized by a harmonious, interdependent mechanical, software and operational planning scheme.
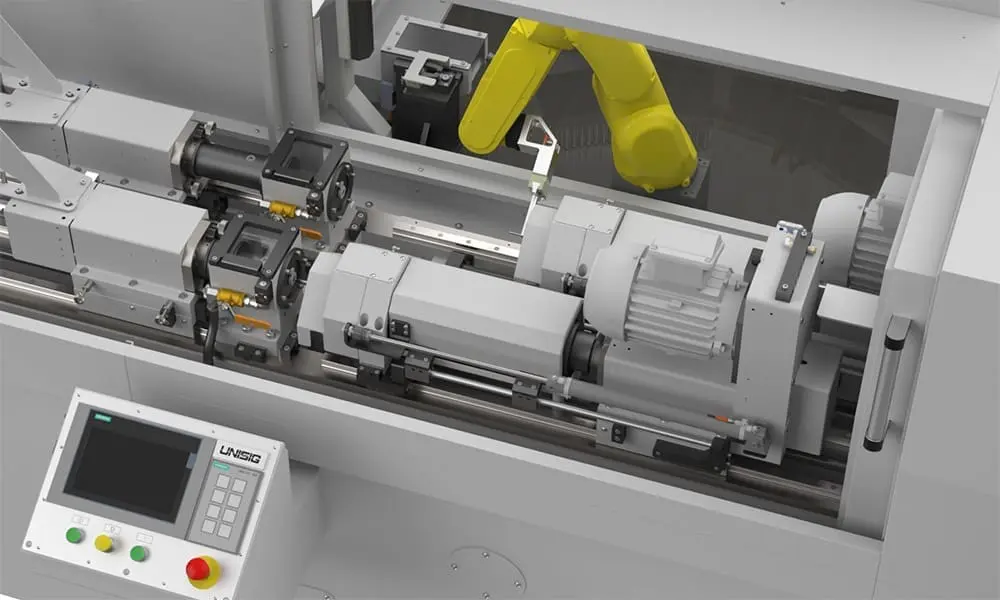
To meet size constraints, a 6-axis robot was embedded in the machine with a pallet system on the backside of the machine, allowing easy operator access from the front to setup the machine without compromising ergonomics. The configuration enables quick setup changes between prototype and proving operations and full production runs.
The robot automatically repositions the workpiece from the front of the first spindle into the rear of the second spindle without operator input. The process of drilling a part from both ends in a single-piece flow is unique to UNISIG. Workpieces with enlarged features on one side are loaded from the rear of the collet, solving a common problem in gundrilling medical surgical instruments with full automation.
Control of the UNE6-2i and a computer are consolidated into the Human Machine Interface (HMI), a menu-driven touch screen system for easy, intuitive operation. Training and operator engagement with the system is significantly reduced due to user-friendly UNISIG controller menus and prompts.
UNISIG’s comprehensive and integrated approach to automating medical part manufacturing is a vison that sets it apart in the industry. It’s more than drilling the impossible hole. It’s a commitment to understanding and to the research that drives continuous improvement and innovation for automated part production at its full potential.